
產品名稱:數顯洛氏硬度計
- 產品型號:HRS 150
- 產品廠商:其它品牌
- 產品文檔:

- 產品介紹
- 產品彩頁
- 實物照片

數顯洛氏硬度計 電子洛氏硬度計 電動數顯洛氏硬度計HRS-150技術參數:
1 初試驗力:10kgf (98.07N) 允差±2.0%
2 總試驗力:60kgf (588.4N)、100kgf (980.7N)、150kgf (1471N) 允差±1.0%
3 壓頭規格:
3.1金剛石洛氏壓頭
3.2φ1.5875mm球壓頭
4 電源電壓:AC220V±5%,50-60Hz
5 延時控制:1-60秒可調
6 被測試件允許Max高度:190mm
7 壓頭中心到機身距離:165mm
8 硬度計外形尺寸(長×寬×高)520×240×720(mm)
9 儀器重量約:80kg
10洛氏硬度試驗標尺、壓頭、試驗力及應用范圍(表1)
表1
|
標尺 |
壓頭類型 |
初試驗力 |
總試驗力(N) |
應用范圍 |
|
HRA |
金剛石壓頭 |
98.07 N (10kg) |
588.4(60kg) |
硬質合金、碳化物表面淬火鋼、硬化薄鋼板 |
|
HRD |
980.7(100kg) |
薄鋼板、表面淬火鋼 |
||
|
HRC |
1471(150kg) |
淬火鋼、調質鋼、冷硬鑄鐵 |
||
|
HRF |
球壓頭 φ1.5875mm(1/16英寸) |
588.4(60kg) |
鑄鐵、鋁、鎂合金、軸承合金、退火銅合金、薄軟鋼板等 |
|
|
HRB |
980.7(100kg) |
軟鋼、鋁合金、銅合金、可鍛鑄鐵、退火鋼 |
||
|
HRG |
1471(150kg) |
磷青銅、鈹青銅和可鍛鑄鐵 |
||
|
HRH |
球壓頭 φ3.175mm (1/8英寸) |
588.4(60kg) |
鋁、鋅、鉛等 |
|
|
HRE |
980.7(100kg) |
軸承合金、錫、硬塑料等軟材料 |
||
|
HRK |
1471(150kg) |
11 硬度計示值允許誤差(洛氏硬度測試常用標尺為A、B、C三種)(表2)
表2 (摘自GB/T230.2)
|
硬度標尺 |
標準塊的硬度范圍 |
示值Max允許誤差 |
|
HRA |
(20~75)HRA |
±2HRA |
|
(>75~88)HRA |
±1.5HRA |
|
|
HRB |
(20~45)HRB |
±4HRB |
|
(>45~80)HRB |
±3HRB |
|
|
(>80~100)HRB |
±2HRB |
|
|
HRC |
(20~70)HRC |
±1.5HRC |
|
HRD |
(40~70)HRD |
±2HRD |
|
(>70~77)HRD |
±1.5HRD |
|
|
HRE |
(70~90)HRE |
±2.5HRE |
|
(>90~100)HRE |
±2HRE |
|
|
HRF |
(60~90)HRF |
±3HRF |
|
(>90~100)HRF |
±2HRF |
|
|
HRG |
(30~50)HRG |
±6HRG |
|
(>50~75)HRG |
±4.5HRG |
|
|
(>75~94)HRG |
±3HRG |
|
|
HRH |
(80~100)HRH |
±2HRH |
|
HRK |
(40~60)HRK |
±4HRK |
|
(>60~80)HRK |
±3HRK |
|
|
(>80~100)HRK |
±2HRK |

數顯洛氏硬度計 電子洛氏硬度計 電動數顯洛氏硬度計HRS-150操作方法:
1 硬度計的工作條件
1.1 在室溫攝氏10-30度范圍內;
1.2 室內的相對濕度不大于65%;
1.3 在無震動的環境中,周圍無腐蝕性介質。
2 硬度計拆箱
2.1卸下4個固定箱體的螺釘,抬起箱體,取出護圍硬度計墊襯及附件箱。
2.2 抬高底板,用扳手將底板下的2只M10螺栓旋出,硬度計與底板脫離,提
出硬度計(注意**)。
2.3 拆箱后的硬度計水平安放在穩固的工作臺上,其水平度不超過1mm/m。同
時在工作臺適當位置開孔(圖3-1),使升降螺桿正常工作。
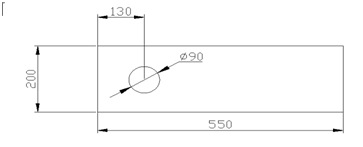 圖3-1
圖3-1
3 硬度計安放(圖3-2)
硬度計放置妥當后,把上蓋(1)和后蓋(2)打開。將機體內扣住接長桿(22)
上的白紗帶解去(圖6),并將固定活動部件的白紗帶都解去,然后蓋好防止灰塵入內。

圖3-2
1上蓋 2后蓋 3顯示屏 4壓頭止緊螺釘 5壓頭 6試臺 7升降螺桿 8旋輪
9變荷手輪 10 RS-232插口 11打印機 12電源插座 13保險絲 14開關
4 砝碼組的安裝(圖3-4)
4.1安裝砝碼時,應使儀器處于卸除試驗力狀態。
4.2取出附件箱內的砝碼組,擦凈。將變荷手輪(9)旋至60處,從后蓋處取出
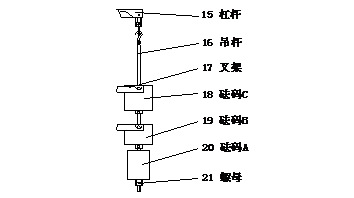
圖3-4
吊桿(16),將吊桿穿入砝碼A(20)孔中,旋入吊桿尾部2只M10螺母(21),并把吊桿鉤在杠桿(15)尾部的吊耳內,分別把砝碼B(19)、砝碼C(18)放在兩個叉架(17)上,然后將變荷手輪順時針轉動一周,觀察砝碼上兩邊圓柱銷是否安放在叉架的凹槽內。將變荷手輪(9)旋至150,此時所有的砝碼都懸空,不得與部件17相碰。
5 選用試驗力與砝碼施加對應關系(表3)
表3
|
標尺 |
試驗力(N) |
變荷手輪刻值 |
砝碼受力(砝碼代號) |
|
HRA |
588.4(60kg) |
60 |
吊桿+砝碼A |
|
HRB |
980.7(100kg) |
100 |
吊桿+砝碼A+砝碼B |
|
HRC |
1471(150kg) |
150 |
吊桿+砝碼A+砝碼B+砝碼C |
四 面板鍵功能介紹
1 接通電源(12),打開船形開關(14),主屏幕顯示“歡迎使用”界面,稍等片刻,主屏幕出現操作界面(圖4-1)
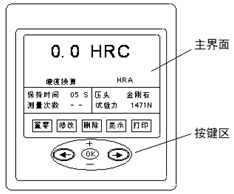
圖4-1
置零—光標置于此鍵,當測試完一點后主屏幕顯示硬度區可能會留下小數,則按OK鍵,顯示硬度區數字就為零(0.0HRC)。
修改—按← →鍵移動光標于修改鍵處,按OK鍵,屏幕顯示“修改項目”(圖4-2),
按← → 鍵,上下移動光標可選擇:測量標尺、換算標尺、保荷時間、日期時間。再按OK鍵,屏幕顯示所選項目,移動光標進行選擇,保荷時間和日期時間按 + - 來改變數字,選擇好后再按OK鍵,主屏幕回到自己所需的操作界面。
刪除—光標移至此鍵,按OK鍵,刪除上一次測試的硬度數據。
顯示—光標移至此鍵(**點不顯示),按OK鍵,屏幕顯示測試的硬度值,并計算出Min值、Max值、平均值和誤差值。每次多顯示12次,若要顯示后12次,則按“修改”鍵,使測試次數回到零。
打印—光標移至此鍵(**點不打印),按OK鍵,打印輸出。內容包括:年、月、日,誤差、平均值、Min值、Max值,硬度值和次數等。
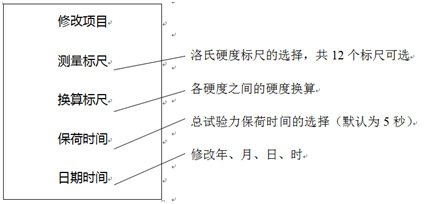 圖4-2
圖4-2
五 硬度計的正確使用
1 使用前的準備工作
1.1 被測試件的表面應平整光潔,不得有污物、氧化皮、凹坑及顯著的加工痕跡,
試樣的支承面和試臺應清潔,保證良好密合。
1.2 試件的Min厚度應大于壓痕深度的10倍。測試后,試件背面不得有可見的變形痕跡。
見圖5-1,5-2


圖5-1 用金鋼石壓頭試驗 圖5-2用球壓頭試驗
1.3 被測試件應穩定地放在試臺上,加力過程中不得移動試件,并讓試驗力能垂直施加于試件上。
1.4 根據試件的形狀,尺寸大小來選擇合適的試臺,試件如異形,則可根據具體的幾何形狀自行制造夾具,使硬度測試示值正確。
1.5 被測試件為圓柱形時,須使用“V” 型試臺,當被測試件直徑小于38(25)mm
時,其測試結果要進行修正,修正值均為正值。圓柱形試件洛氏硬度標尺的修正
值(表4)
2 硬度計的操作順序
2.1 測試HRC標準硬度塊,按表1選擇試驗力1471N(150kg)和金剛石壓頭。
順時針轉動變荷手輪,確定總試驗力。
2.2 把壓頭(5)朝主軸孔中推進,貼緊支承面,將壓頭柄缺口平面對著螺釘,
壓頭止緊螺釘(4)略微擰緊,然后將HRC硬度塊置于試臺(6)上。
2.3 按→ 鍵,光標移至“修改”處,按OK鍵。顯示“修改項目”表格,
選中“測量標尺”再按OK鍵,主屏幕展現12個硬度測試標尺,選中HRC,按
OK鍵,主屏幕恢復到測試狀態。
2.4 按照2.3條操作方法,再選擇測試硬度的換算標尺和保荷時間。
2.5 旋輪(8)順時針轉動,升降螺桿(7)上升,應使試件緩慢無沖擊地與壓頭
接觸,直至硬度計顯示在570~610之間時,此時試臺(6)停止上升,硬度計自動加試驗力。(當試臺上升速度過快,顯示值超過610時,蜂鳴器長響,提示操作錯誤,應下降試臺,改換試件位置再測試)。
2.6 自動加試驗力,保持時間為5秒,此時秒數***,從5~0,時間到電機轉動,自動卸除試驗力,蜂鳴器聲響,讀取顯示屏的硬度測試值。注意:加卸試驗力時,嚴禁轉動變荷手輪(9),如用力旋轉會使內部齒輪錯位,試驗力出現混亂。
2.7 反向旋轉旋輪(8),試臺(6)下降,更換試件測試點,重復上述操作。
2.8 在每個試件上的測試點不少于五點(**點不計)。對大批量零件檢驗,測點可適當減少。
2.9 光標移至“打印”鍵,按OK鍵,打印輸出。完成操作。
2.10.對于圓柱外圓或凹面要對硬度進行修正,見表4,圓柱外圓+,凹面(內孔)-
表4
|
硬度值(HR)
|
圓柱形試件直徑(mm) |
||||||||||||||
|
6 |
10 |
13 |
16 |
19 |
22 |
25 |
32 |
38 |
|||||||
|
洛氏A、C、D標尺的修正量(HR) |
|||||||||||||||
|
20 25 30 35 40
45 50 55 60 65
70 75 80 85 90 |
3.0 2.5 2.0 1.5 1.5
1.0 1.0 0.5 0.5 0.5 |
3.0 2.5
2.0 2.0 1.5 1.0 1.0
1.0 0.5 0.5 0.5 0 |
3.0 2.5 2.0 2.0
1.5 1.5 1.0 1.0 1.0
0.5 0.5 0.5 0.5 0 |
2.5 2.5 2.0 1.5 1.5
1.0 1.0 1.0 0.5 0.5
0.5 0.5 0.5 0 0 |
2.0 2.0 1.5 1.5 1.0
1.0 1.0 0.5 0.5 0.5
0.5 0.5 0.5 0 0 |
1.5 1.5 1.5 1.0 1.0
1.0 0.5 0.5 0.5 0.5
0.5 0.5 0 0 0 |
1.5 1.0 1.0 1.0 1.0
0.5 0.5 0.5 0.5 0.5
0.5 0 0 0 0 |
1.0 1.0 1.0 0.5 0.5
0.5 0.5 0.5 0 0
0 0 0 0 0 |
1.0 1.0 0.5 0.5 0.5
0.5 0.5 0 0 0
0 0 0 0 0 |
||||||
|
硬度值(HR) |
圓柱形試件直徑(mm) |
||||||||||||||
|
6 |
10 |
13 |
16 |
19 |
22 |
25 |
|||||||||
|
洛氏B、F、G標尺的修正量(HR) |
|||||||||||||||
|
20 30 40 50 60 70 80 90 100 |
5.0 4.0 3.5 |
5.0 4.0 3.5 3.0 2.5 |
5.0 4.5 4.0 3.5 3.0 2.5 2.0 1.5 |
4.5 4.5 4.0 3.5 3.0 2.5 2.0 1.5 1.5 |
4.0 3.5 3.0 3.0 2.5 2.0 1.5 1.5 1.0 |
3.5 3.0 2.5 2.5 2.0 2.0 1.5 1.5 1.0 |
3.0 2.5 2.5 2.0 2.0 1.5 1.5 1.0 0.5 |
||||||||
3 硬度示值調整(圖5-3)
硬度計的示值精度已在出廠前校準,若因運輸過程中造成的誤差,試驗人員
在了解儀器結構原理的基礎上作適當調整。方法:將上蓋(1)取下,如測出示值較標準硬度塊低,則先用螺絲刀頂在螺桿(23)的槽內,松開螺母,但不能讓螺桿(23)轉動。將調節螺釘(24)順時針微量旋進〈螺桿(23)朝前移〉,轉動半圈,約調高1度,然后同上方法將螺桿(23)上的螺母略緊。再測試示值,直至調整到規定的誤差范圍內(表2),如測出示值高于標準塊硬度值,則相反方向旋轉調節螺釘(24)〈螺桿(23)向后移〉。

22 接長桿 23 螺桿 24 調節螺釘
圖5-3
六 硬度計的保養及注意事項
1 試驗人員應遵守操作規程,能在試驗前后經常用標準塊校對儀器。不經常使用的硬度計,開機后在標準塊上要進行數次的硬度測定,穩定后,再進行試件的測試.
2 在硬度測試中,加試驗力、保持試驗力、卸除試驗力時,嚴禁轉動變荷手輪。
3 硬度塊的使用只能在工作面進行,兩相鄰壓痕及壓痕中心至邊緣距離不小于3mm,其使用周期為二年。
4 硬度計搬運時,應將接長桿固定,并取下砝碼和吊桿。凡取下砝碼、吊桿前應
5 硬度計應保持清潔,測試后罩上防塵罩。硬度塊、球壓頭使用后涂上防銹油。
表5
|
現象 |
可能原因 |
排除方法 |
|
開機時,顯示屏不亮 |
1 電源不通 2 保險絲熔斷 |
1 檢查電源線是否導通 2 取出附件箱內的保險絲更換 |
|
開機時,按鍵失靈 |
儀器處于非工作狀態 |
開機后,稍等片刻,儀器自動恢復工作狀態 |
|
升降螺桿卡住 |
升降螺桿間的配合間隙很小,細小的線頭或污垢可能造成卡住 |
取下升降螺桿保護罩,用干凈的布條擦凈螺紋,再雙手握住旋輪上下拉動升降螺桿(禁用沙紙磨擦螺桿)。 |
|
硬度示值偏差較大。 |
1 壓頭損壞。 2 砝碼安裝順序顛倒。 3儀器放置不水平,砝碼與機體內壁摩擦。 4總試驗力或壓頭選用錯誤。 |
1更換金剛石壓頭或球壓頭。 2按圖3安裝砝碼組。 3按第三章第2條中的2.4款要求,用水平儀校準硬度計。 4按表1要求選用試驗力和壓頭。 |
6 硬度計做好周期檢定工作,每年一次讓硬度計的準確性。
7 硬度計常見故障排除硬度計發生故障時,應與有關單位聯系進行修復,一般常見故障可自行解決(表5)
七 附件(裝箱單)
|
序號 |
名稱(規格) |
數量 |
|
1 |
金剛石洛氏壓頭 |
1只 |
|
2 |
φ1.5875mm球壓頭 |
1只 |
|
3 |
大平試臺、中平試臺、“V”型試臺 |
共3只 |
|
|
標準洛氏硬度塊 |
|
|
4 |
HRB |
1塊 |
|
5 |
HRC高、低 |
共2塊 |
|
6 |
保險絲 2A |
2根 |
|
7 |
電源線 |
1根 |
|
8 |
砝碼A、B、C |
共3只 |
|
9 |
防塵塑料罩 |
1只 |
|
10 |
產品合格證書 |
1份 |
|
11 |
打印機紙 |
1份 |
|
12 |
產品使用說明書 |
1本 |




